

Синица Мария Олеговна[0000-0003-2579-2350]
Московский Государственный Технический университет им. Н.Э. Баумана.
E-mail: sinmaria@yandex.ru
Аннотация. Развитие в области возобновляемых источников энергии сегодня происходит быстрыми темпами, особенно в области ветроэнергетики. Быстрое внедрение новых производственных систем, увеличение доли автономии промышленных предприятий требует внедрения новых современных подходов в области энергетики, энергоэффективности и энергосбережения. На этом фоне резко возрастает потребность в инновационных решениях в области метрологического обеспечения и измерительных технологий в энергетике. В статье представлен комплекс для проведения контрольно-измерительных процедур, который позволит повысить качество метрологического обеспечения производственного процесса в России. Кроме того, были рассчитаны метрологические и экономические параметры описываемого стенда.
Ключевые слова: возобновляемая энергетика, ветроэнергетика, ветроустановка, метрологическое обеспечение, лопасть.
1. Введение
По данным сайта «Статистический Ежегодник мировой энергетики» в 2019 г. доля ветровой и солнечной энергии в мировом энергетическом балансе вы-росла (+12 % для ветровой и +24 % для солнечной энергии), тогда как выработка электрической энергии из тепловой — снизилась.
На долю ВИЭ сегодня приходится 35 % энергетического баланса в ЕС, 27 % в Китае, 21 % в Индии и около 18 % в США, России и Японии. [1]
В России в 2019 году была принята государственная программа «Развитие энергетики», срок реализации планируется до 2024 года.
Целью программы является два аспекта:
- Максимальное содействие социально-экономическому развитию страны, что занимает значимую роль в формирование доходов бюджета РФ.
- Укрепление и сохранение позиций Российской Федерации в мировой энергетике.
Для достижения поставленной цели требуется ускоренный переход к более эффективной, гибкой и устойчивой энергетике. [2] Чтобы добиться наилучших результатов необходимо внедрение в производство новых современных технологий.
Уже сегодня современные технологии управления в области энергетики внедряются ведущими компаниями мира. Следует отметить, что современный уровень автоматизации достиг таких масштабов, что невозможно управлять технологическими процессами без внедрения систем измерения, контроля и управления. Сегодня контрольно-измерительная аппаратура представляет собой не просто набор датчиков, а измерительные комплексы в сочетании с современными методами измерений и контроля, а также продвинутыми методиками выполнения измерений. [3]
Исследования последних десятилетий в значительной мере посвящены вопросам повышения надежности и диагностике промышленных объектов. Эксплуатационная надежность электрогенерирующих мощностей, распределенных по всей территории России на тысячи километров, должна гарантироваться средствами контроля их технического состояния. [15]
Сегодня в преддверии инновационных технологий в сфере ВИЭ, в особенности в ветроэнергетике РФ, особое место занимает метрологическое обеспечение всей конструкции ветроустановки. Так как производить свои ветроагрегаты в России стали сравнительно недавно, то проблемы контроля занимают важные позиции в жизненном цикле ветротурбин.
Проведение контрольно-измерительных операций крупногабаритных изделий находят широкое применение во всем мире сегодня. Так, в работе «Сопряженная система 3D лазерного сканирования и корреляции цифровых изображений для получения геометрии и мониторинга деформаций железнодорожного тоннеля» приведены результаты исследования и измерение с помощью 3Д-сканирования участка железнодорожного скального туннеля в Бразилии. [4]
В исследовании авторов «Мониторинг центровки вала ветрогенератора в режиме реального времени с помощью лазерного измерения» приведен пример использовании лазерных измерений для определения и контроля фиксации позиционных изменений ветроустановок в процессе эксплуатации и выравнивания приводных линий валопровода в ветроустановках. Измерительная система представляет собой комплекс лазеров установки, по результатам контроля про-исходит определение средней и периодической амплитуды по ансамблю усредненного сигнала. [5]
Таким образом, проблема измерительного контроля крупногабаритных объектов, включая лопасти, представляет важное значение, а многие современные решения основываются на применение бесконтактных систем измерений, включая сканирование и лазеры. По данным сайта «Статистический Ежегодник мировой энергетики» в 2019 г. доля ветровой и солнечной энергии в мировом энергетическом балансе выросла (+12 % для ветровой и +24 % для солнечной энергии), тогда как выработка электрической энергии из тепловой — снизилась.
На долю ВИЭ сегодня приходится 35 % энергетического баланса в ЕС, 27 % в Китае, 21 % в Индии и около 18 % в США, России и Японии. [1]
В России в 2019 году была принята государственная программа «Развитие энергетики», срок реализации планируется до 2024 года.
Целью программы является два аспекта:
- максимальное содействие социально-экономическому развитию стра-ны, что занимает значимую роль в формирование доходов бюджета РФ.
- укрепление и сохранение позиций Российской Федерации в мировой энергетике.
Для достижения поставленной цели требуется ускоренный переход к более эффективной, гибкой и устойчивой энергетике. [2] Чтобы добиться наилучших результатов необходимо внедрение в производство новых современных технологий.
Уже сегодня современные технологии управления в области энергетики внедряются ведущими компаниями мира. Следует отметить, что современный уровень автоматизации достиг таких масштабов, что невозможно управлять технологическими процессами без внедрения систем измерения, контроля и управления. Сегодня контрольно-измерительная аппаратура представляет собой не просто набор датчиков, а измерительные комплексы в сочетании с современными методами измерений и контроля, а также продвинутыми методиками выполнения измерений. [3]
Исследования последних десятилетий в значительной мере посвящены вопросам повышения надежности и диагностике промышленных объектов. Эксплуатационная надежность электрогенерирующих мощностей, распределенных по всей территории России на тысячи километров, должна гарантироваться средствами контроля их технического состояния. [15]
Сегодня в преддверии инновационных технологий в сфере ВИЭ, в особенности в ветроэнергетике РФ, особое место занимает метрологическое обеспечение всей конструкции ветроустановки. Так как производить свои ветроагрегаты в России стали сравнительно недавно, то проблемы контроля занимают важные позиции в жизненном цикле ветротурбин.
Проведение контрольно-измерительных операций крупногабаритных изделий находят широкое применение во всем мире сегодня. Так, в работе «Сопряженная система 3D лазерного сканирования и корреляции цифровых изображений для получения геометрии и мониторинга деформаций железнодорожного тоннеля» приведены результаты исследования и измерение с помощью 3Д-сканирования участка железнодорожного скального туннеля в Бразилии. [4]
В исследовании авторов «Мониторинг центровки вала ветрогенератора в режиме реального времени с помощью лазерного измерения» приведен пример использовании лазерных измерений для определения и контроля фиксации позиционных изменений ветроустановок в процессе эксплуатации и выравнивания приводных линий валопровода в ветроустановках. Измерительная система представляет собой комплекс лазеров установки, по результатам контроля происходит определение средней и периодической амплитуды по ансамблю усредненного сигнала. [5]
Таким образом, проблема измерительного контроля крупногабаритных объектов, включая лопасти, представляет важное значение, а многие современные решения основываются на применение бесконтактных систем измерений, включая сканирование и лазеры.
2. Типы аварий в ветроэнергетике
- Проанализировав документ со статистикой аварий [23], случившихся на ВЭУ, С 1980 – 2013 г. можно все аварии разделить на категории:
- Аварии, случившиеся из-за несоблюдения техники безопасности при обслуживании ветрогенератора. За 2019 год от инцидентов в ветровой энергетике погиб 21 человек. При строительстве, монтаже и эксплуатации ветровых турбин умерло за последний год 195 человек. Во многом причины эти связаны с точностью изготовления эле-ментов башни и присоединительных размеров, болтов и отверстий монтажных размеров. Поэтому одним из элементов повышения безопасности является усовершенствование технологического процесса в части изготовления, измерения и контроля в процессе производства.
- Аварии, связанные с природными явлениями. Такие аварии могут быть вызваны природными катаклизмами: молнии, тайфуны (если рассматривать оффшорные ВУ), ураганы, эрозия и т.п
Не досмотр опять же владельца башни привело к поломке ветроустановки (ВУ). Необходимость соблюдения определенных правил при эксплуатации важно при использовании столь дорогостоящего и сложного механизма. Проверка защитного антикоррозийного слоя покрытия лопастей и всей башни в целом – одна из основных обязанностей владельца башен. В 1992 в Америке в одном из ветропарков произошла поломка ВУ из-за ускоренной антропогенной эрозии, вы-званная дождевым стоком с служебных дорог и площадок ветряных турбин на перевале Тehachapi Pass, CA. В настоящее время этот участок принадлежит компании Florida Power & Light, и с тех пор турбины Darrieus были демонтированы, а также введено несколько методов борьбы с эрозией. В то время как эти методы уменьшили эрозию в показанных оврагах, новые овраги образовались в других местах вдоль хребта, следовательно, эрозия продолжается.
3. Аварии, возникшие из-за плохого контроля и монтажа на производстве Аварии, связанные с конструкцией, сегодня являются самыми актуальными. Сильный порыв ветра, в следствие чего лопасть может оторвать от турбины, возгорание ротора, также из-за сильного ветра и т.д. Проверка также защитного антикоррозийного слоя, своевременное покрытие лопастей и всей башни в целом, особенно это касается офшорных башен. Не соблюдение установленных требований при изготовлении и эксплуатации приводит к поломке и остановке всей установки.
Для дальнейшей работы наиболее интересными для исследования авариями являются аварии, связанные напрямую с самими производством, так как с метрологической и технической точки зрения в таких случаях можно разобраться с возникновением и сокращением таких аварий на практике.
В таблице 1 также приведены аварии, связанные с поломкой лопастей за период 2009-2013
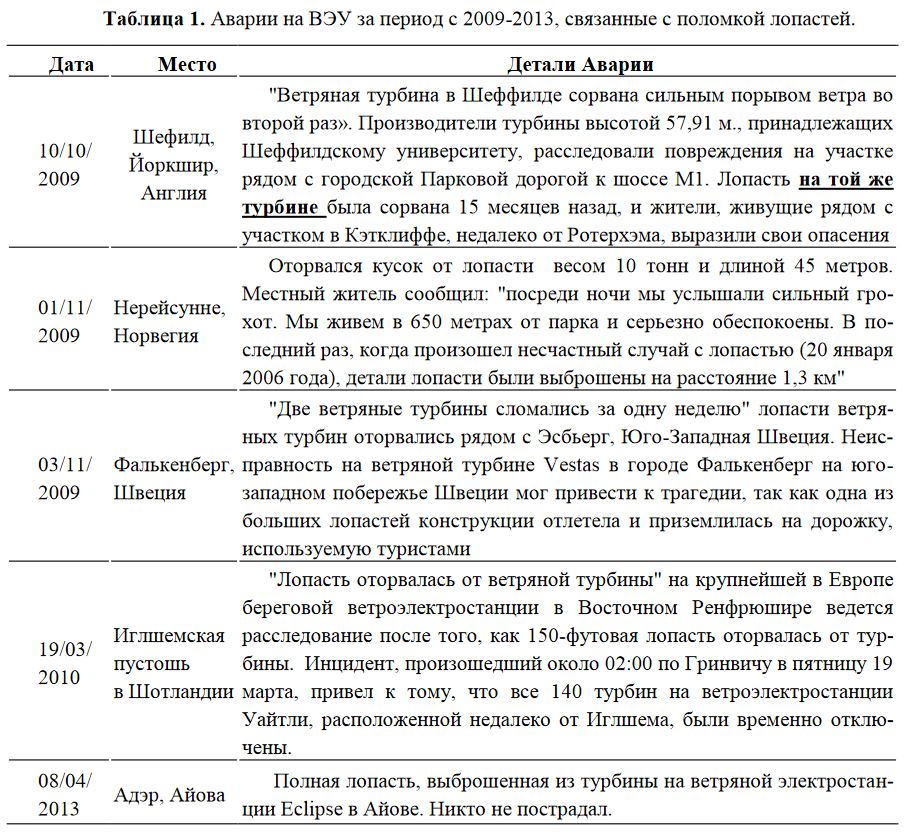
Проанализировав документ с 2010 по 2013, были сделаны следующие выводы:
- Аварий с летальным исходом стало в несколько раз меньше, за период с 2000-2013 год таких случаев насчитывается 303, сюда входят также случаи халатного отношения самого рабочего к своей работе (обслуживание станций без страховки, невнимательность при обслуживании ветряка и т.д.);
- Аварии, связанные с природными явлениями (обледенение, молнии, землетрясения, тайфуны, ураганы) таких всего 22 случая;
- Аварии из-за возгорания турбины, поломки лопастей, разрушения основания ветряка, т.е. башни – таких большинство. Всего насчитывается 675 аварий за 13 лет эксплуатации.
3. Лопасти. Конструктивные особенности
Для конструктивного проектирования лопастей ветряных турбин необходимо сначала найти компромисс между аэродинамической и конструктивной эффективностью. Выбор материалов и производственного процесса также будет влиять на то, насколько тонким (аэродинамически идеальным) может быть изготовлено лопасть и ценовая категория. Следовательно, процесс проектирования конструкций играет решающую роль в объединении всех дисциплин проектирования и производства и создании оптимального решения с точки зрения производительности и стоимости.
При изготовлении лопасти необходимо учитывать следующие критерии:
- Лопасть должна быть прочной у основания. Это необходимо для создания достаточной подъемной силы с учетом более низкой скорости ветра вблизи ступицы. К сожалению, толщина, необходимая для обеспечения жесткости и прочности лопасти, больше, чем требуется для обеспечения аэродинамической эффективности, поэтому необходимо найти компромисс между весом конструкции и потерей аэродинамической эффективности.
- К концу всей детали, лопасть должна быть сужена. Зауженная часть лопасти необходима на вершине, где сопротивление наиболее критично, также для регулирования мощности при сильном ветре, тонкая часть более легко срывается, поэтому полезна на конце.
Таким образом, форма самой лопасти, ее толщина влияет напрямую на эффективность ветроустановки. Если лопасть сделать тоньше, ее аэродинамические характеристики улучшаться, но потребуются сделать более прочные лонжероны, что увеличит стоимость лопасти. Оптимальная геометрия достигается итеративно с учетом конструкции турбины, нагрузок, конструктивного исполнения и производственных затрат. Как говорилось ранее, разная толщина изделия необходима для создания подъемной силы на лопасти, которая в свою очередь, приводит в движение турбину и распределяется вдоль лопасти приблизительно пропорционально локальному радиусу, то есть у вершины имеется больше подъемной силы, чем у ступицы. Подъемная сила воздействует на лопасть, изгибая ее. Данный эффект называется изгибающим моментом. У основания изгибающий момент имеет наибольшее значение, но на острие изгибающий момент падает до нуля. [6]
Сегодня для подтверждения требуемых профилей нагрузки и проверки конструкции лопастей проводят определенный цикл испытаний, подвергая лопасти 150% их номинальной мощности нагрузки. Для испытания лопастей на отказ требуется ударопрочное испытательное оборудование, с помощью которого можно выявить дефекты объекта, тем самым повысить точность и надежность исследуемого изделия. Проверка профиля сечения лопасти, ее формообразующая, играет не последнюю роль в качестве и эффективности работы ветроагрегата. Необходимы инновационные технические решения, построенные на науч-ной и современной технологической базе. [7]-[14]
4. Контрольно- измерительные операции лопастей ветротурбин с использованием испытательного стенда
На сегодняшний день при автоматизации производственного процесса, при оснащении его современными прогрессивными технологиями производство совершенствуется, а значит роль метрологии возрастает. Актуальным становится проводить измерения в динамике при существенном влиянии внешних факторов. С внедрением новых технологий в производственный процесс измерения, сегодня, чаще проводят на всех этапах жизненного цикла продукта, при этом доля измерительных процедур нередко превышает долю производственных.
Поэтому перспективным направлением в контрольно-измерительных операциях в метрологии считается проведение таких измерений с использованием методов бесконтактных измерительных процедур на основе применения современных лазерных и оптических измерительных систем.
Так как большая часть вырабатываемой электроэнергии от ветроагрегата за-висит от качества изготавливаемой лопасти, то повышение таких параметров как надежность, точность изготовления формы, а именно соответствие заданным аэродинамическим показателям, во многом зависит от качества выполняемого контроля.
4.1 Испытательный стенд
В России активно строятся ветропарки, 1.05.2020 года введена в строй Каменская ВЭС установленной мощностью 100 МВт. До конца первого полугодия, планируется запустить ещё одну ВЭС, Гуковскую мощностью 100 МВт. Также до конца 2023 года планируется построить ВЭС, на 1,8 ГВт мощности. И что примечательно, постройками ветропарков занимаются Российские компании. Но, к сожалению, сами ветроустановки изготавливаются не на основе российских разработок, а на основе совместных предприятий с иностранными фирма-ми. «Роснано» и «Росатом» активно локализуют производство от башен, до гондол, также в мае этого года начались поставки лопастей ветряков в Данию.
Быстрый темп развития ветроэнергетики в России ведет к тому, что в ближайшем будущем возникнет необходимость в производстве собственных ветроустановок, по проектам российских разработчиков. Это не только экономически выгодная стратегия, но также это позволит создать ветропарки в зависимости от наших климатических и ландшафтных условий.
Именно поэтому, при производстве собственных ветроагрегатов представляемый испытательный стенд будет являться решением многих проблем в измерении и контроле лопастей.
Испытательный стенд представляет собой не сложную конструкцию, оснащенную электроприводом для автоматического передвижения средства контроля. Таким образом, пример конструкции изображен на рис.1. Стенд состоит из:
- базы, которая также используется для покраски лопасти;
- механизма, оснащенного электроприводом, для передвижения каретки со сканирующим устройством;
- Каретка, на которую установлено средство измерение;
- Средство измерение – 3-D сканер;
- Компьютер для принятия и обработки полученной информации.
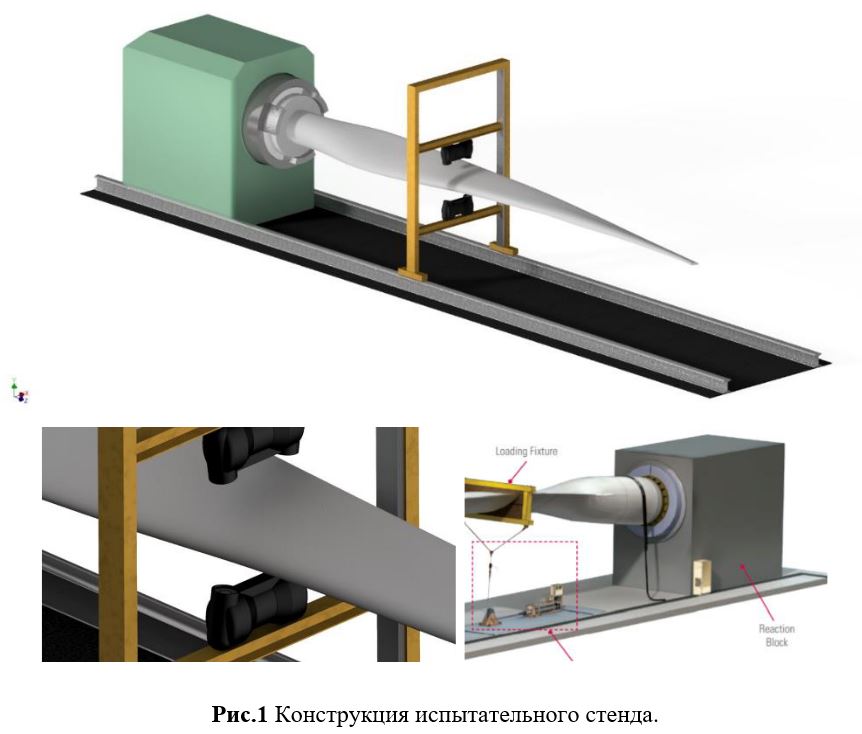
Передвижение устройства осуществляется по рейкам. Рейка служит для регулировки положения прибора, закреплённого на кронштейне.
Средство измерения выбирают с учетом конструктивных особенностей, формы и размеров измеряемой детали, требуемой точности измерений, метрологических характеристик прибора, производительности контроля и т.д.
4.2 Средство измерение, используемое при контроле
Разрабатываемое устройство в процессе сканирования объекта должно выполнять различные измерения на поверхности объекта. Затем эти измерения должны быть переведены на микроконтроллер для обработки и подготовки данных в требуемом формате. Следовательно, основным требованием к лазер-ному измерителю является наличие интерфейса данных, с помощью которого можно получить и сохранить информацию о каждом измерении. Этот интерфейс должен поддерживаться контроллером.
Вторым важным требованием к измерительному устройству является возможность управления работой через интерфейс данных. Эта функция позволит передавать данные в виде команды с контроллера на лазерное устройство и тем самым полностью контролировать процесс сканирования объекта. Микропроцессор должен по крайней мере быть в состоянии отправить команду на одно измерение. Поэтому лазер должен поддерживать команду “measure”, передаваемую ему через определенный интерфейс данных.
Для целей нашей работы подходит сканер 3D-сканер Creaform HandySCAN 307.
Сканирование лопасти будет проходить в двух сечениях одновременно, т.е. для сканирования верхней и нижней части лопасти будут использоваться два сканера, которые в дальнейшем будут выполнять процесс измерения синхронно.
4.3 Анализ результатов контроля
После проведения контрольно-измерительных процедур, обработки компьютером массива полученных данных, полученные результаты преобразуются в 3-х мерную модель, с которой в дальнейшем можно работать. Полученная модель позволяет метрологу выявить несоответствия изготовленной детали. Также при дальнейшем анализе будет происходить сравнение полученной модели с «эта-лонной», таким образом, метролог получит полную картину состояния объекта, лопасти. Измеряемый параметр, выбранной на данном этапе работы, это измерение отклонения формы лопасти, что напрямую влияет на аэродинамические свойства всей ветроустановки.
5. Метрологические и экономические характеристики испытательного стенда
5.1 Погрешность стенда
Для правильной обработки результатов измерений, проведенных на стенде, необходимо учитывать погрешность, создаваемую самой установкой. Без учета данной погрешности, полученный данные следует считать фиктивными.
Для расчета общей погрешности воспользуемся формулой 1, получаемой стендом, просуммируем погрешности, влияющие на результат измерения.

Из формулы видно, что погрешность состоит из следующих компонентов:
1)∆ инстр – инструментальная погрешность. В нашем случае, при использовании 3D-сканер Creaform HandySCAN 307
2)∆мет – методическая погрешность.
Методическая погрешность возникает из-за отклонения Δt1 и колебания температуры Δt2. Она обусловлена разницей коэффициентов линейного расширения материалов и детали.

где θ–температурный режим, определяемый по формуле 3

3)∆случ – Случайна погрешность -составляющая погрешности измерения, изменяющаяся случайным образом при повторных измерениях данной величины. Вычисляется следующим образом

Где S – среднее квадратическое отклонение среднего арифметического из-мерений; t- коэффициент Стьюдента, зависящий от принятой доверительной вероятности Р и числа наблюдений n.
4)∆суб— субъективная погрешность в данной конструкции из-за использования автоматизированного прибора бесконтактного метода измерения ничтожно малы, поэтому ее мы не учитываем.
5) ∆окр.ср – погрешность, связанная с внешними факторами. Внешняя погрешность возникает из-за несоблюдения нормальных условий при измерении в помещении ГОСТ 15150-69. В помещение, где будет проходить эксперимент необходимо чтобы комната соответствовала требованиям, прописанных в ГОСТ (температуре, влажности, чистоте воздуха, освещенности, звуко- и виброизоляции, защите от излучений, снабжению электроэнергией, водой, воздухом, теплом, хладагентом и т. д.).
6)∆уст— погрешность заготовки. Отклонения от геометрической формы и размеров, возникающие в процессе обработки заготовки, должны находиться в пределах допусков, определяющих максимально допустимые значения погрешностей размеров и формы детали. При механической обработке обеспечение заданной точности зависит от выбора технологических баз и схемы установки заготовок.
Погрешность заготовки можно записать в следующем виде:

∆баз – погрешность базирования. Погрешность базирования- это отклонение фактически достигнутого положения заготовки при базировании от заданного, или требуемого.
∆заг— погрешность закрепления, от установления детали на базы напрямую зависит достоверность результата. Погрешность закрепления образуется из поверхностей, возникающих до приложения силы зажатия и при зажатии.
7)∆констр – погрешность конструкции. Данная погрешность напрямую влияет на результаты измерения. Погрешность перемещения каретки. Важная составляющая конструкции испытательного стенда – каретка, с помощью нее происходит передвижение сканирующего устройства. Данную погрешность нужно учитывать, так как имеет непосредственное влияние на точность результата измерения;
Погрешность конструкции вычисляется по формуле (6).

Таким образом, при более подробных расчетах погрешность, которая может возникнуть при использовании испытательного стенда в зависимости от условий внешних факторов составляет не более 100 мкм, что имеет сравнительно малое значение при масштабном производственном процессе. [16-20]
5.2 Экономическая выгода
Общепромышленные экономические требования исходят из условий конкурен-тоспособности и экономической целесообразности в промышленном производстве. Основным показателем, определяющим экономическую целесообразность затрат на создание и внедрение испытательного стенда является годовой эконо-мический эффект.
При расчете технико-экономических показателей получены следующие результаты:
- себестоимость 2939322 руб.;
- индекс доходности равен 2 (больше 1) при данной ставке дисконта Ен=10%.
- Срок окупаемости проекта – 1,5 год.
В результате расчетов, расчет погрешности и экономических показателей, следует, что предлагаемое решение контроля лопастей больше 60 метров с использованием испытательного стенда не только экономически выгодно, но также эффективно применение в процессе изготовления самой лопасти. [20-19]
Заключение
Рассмотрены проблемы метрологического обеспечения при контрольно-измерительной процедуре лопастей ветрогенератора. Проведен анализ систем контроля с использованием бесконтактных измерительных систем.
Представлен разработанный стенд для контроля лопастей. Стенд представляет собой автоматизированный комплекс измерений, включающий 3D-сканер Creaform HandySCAN 307 и автоматизированную систему сбора измерительной информации.
Рассчитана суммарная погрешность, влияющая на процесс контроля, при ис-пользовании испытательного стенда. Таким образом, при более подробных расчетах погрешность, которая может возникнуть при использовании испытательного стенда в зависимости от условий внешних факторов составляет не более 100 мкм, что имеет сравнительно малое значение при масштабном производственном процессе.
При расчете технико-экономических показателей получены следующие результаты:
• себестоимость 2939322 руб.
• индекс доходности равен 2 (больше 1) при данной ставке дисконта Ен=10%.
• Срок окупаемости проекта – 1,5 год.
В результате проведенных расчетов, расчет погрешности и экономических показателей, следует, что предлагаемое решение контроля лопастей больше 60 метров с использованием испытательного стенда не только экономически выгодно, но также эффективно применение в процессе изготовления самой лопасти.
Полученные результаты можно использовать на предприятие в режиме онлайн. Испытательный стенд и программа по обработке результатов способны в реальном времени анализировать состояние объекта, измерять и проводить контроль необходимых геометрических параметров.
Благодарность. Работа поддержана грантом Президента Российской Федерации для государственной поддержки молодых российских учёных – докторов наук МД-1209.2020.8. Отдельные результаты поддержаны в рамках государственного задания №0705-2020-0046 в сфере научной деятельности.
Литература
- Статистический Ежегодник мировой энергетики 2020 [Электронный ресурс]. – Режим доступа: https://yearbook.enerdata.ru/, (13.09.2020);
- Государственная программа Российской Федерации «Развитие Энергетики» [Элек-тронный ресурс]. – Режим доступа: https://minenergo.gov.ru, (13.09.2020);
- World energy issues monitor 2020 [Электронный ресурс]. – Режим доступа: https://www.worldenergy.org/, (13.09.2020);
- Farahani, B. V., Barros, F., Sousa, P. J., Cacciari, P. P., Tavares, P. J., Futai, M. M., & Moreira, P. (2019). A coupled 3D laser scanning and digital image correlation system for geometry acquisition and deformation monitoring of a railway tunnel. Tunnelling and Un-derground Space Technology, 91, 102995.
- Mankowski, O., & Wang, Q. (2013). Real-time monitoring of wind turbine generator shaft alignment using laser measurement. Procedia CIRP, 11, 291-295.
- Wind Turbine Blade Structural Engineering. WE Handbook- 3- Structural Design,1-16
- Boldasov, D. D., Komshin, A. S., & Syritskii, A. B. (2019, September). Method of Lathe Tool Condition Monitoring Based on the Phasechronometric Approach. In International Russian Automation Conference (pp. 753-762). Springer, Cham.
- Kiselev, M. I., Pronyakin, V. I., & Tulekbaeva, A. K. (2018, February). Technical diagnos-tics functioning machines and mechanisms. In IOP Conference Series: Materials Science and Engineering (Vol. 312, No. 1, p. 012012). IOP Publishing.
- Komshin, A. S., & Orlova, S. R. (2016). Control of Degradation of Construction Materials in the Course of Use for the Case of String Elements. Measurement Techniques, 59(6), 589-594.
- Kolesnikov, A. G., Cherepanov, D. S., Chekulaev, A. V., & Mironova, M. O. (2018). Analysis of Drive Mechanisms for the Working Stand in Periodic Cold-Rolled Pipe Mills. Metallurgist, 61(11-12), 1102-1107.
- Galushkin, M. G., Yakunin, V. P., Grigoriantz, A. G., Dyachkov, R. G., Funtikov, V. A., & Tretiakov, R. S. (2016). Creation and experimental study of a planar solid-state laser based on a YAG: Yb 3+ crystal with diode edge pumping. Bulletin of the Russian Acade-my of Sciences: Physics, 80(4), 440-443.
- Boldasov, D. D., Potapov, K. G., & Syritskii, A. B. (2016). Phase–chronometric diagnos-tics of metal-cutting lathes. Russian Engineering Research, 36(8), 668-672.
- Kolyada, Y. B., Korolev, Y. S., Krushnyak, N. T., Razgulin, V. G., & Yanushkin, V. N. (2010). Prospects and problems of automation, improving response speed, accuracy, and reliability of devices for measuring linear and angular quantities. Measurement Tech-niques, 53(8), 858.
- Kolyada, Y. B., Korolev, Y. S., Krushnyak, N. T., Razgulin, V. G., & Yanushkin, V. N. (2008). Efficiency gained with the use of scanning in precision photoelectric systems for measurement of displacement. Measurement Techniques, 51(3), 242-244.
- А.С. Комшин, К.Г.Потапов, А.Б.Сырицкий, А.Е.Фомин (2020). Система мониторин-га оборудования гидро и ветроэнергетики на основе интеллектуальных измеритель-ных комплексов и нейродиагностики. IOP Conference Series: Materials Science and Engineering
- Голубев Э. А., Исаев Л. К. Измерения, контроль, качество. ГОСТ Р ИСО 5725: Основные положения. Вопросы освоения и внедрения / М.: ФГУП «Стандартинформ», 2005. 136 с.
- ФЗ РФ «Об основах охраны труда в Российской Федерации» № 181-ФЗ от 17.07.1999 г.;
- ФЗ РФ «О техническом регулировании» № 184 от 27.12.2002 г.;
- С. Н. Степанов, А. Н. Табенкин, С. Б. Тарасов. Метрологическое обеспечение произ-водства. Нормирование параметров и способы измерения текстуры поверхности / — Спб.: Изд-во Политехнического ун-та, 2012. — 147с.;
- Федеральный закон от 25.02.1999 N 39-ФЗ (ред. от 25.12.2018) «Об инвестиционной деятельности в Российской Федерации, осуществляемой в форме капитальных вло-жений»;
- «Методические рекомендации по оценке эффективности инвестиционных проектов и их отбору для финансирования» (утв. Госстроем РФ, Минэкономики РФ, Минфином РФ, Госкомпромом России 31.03.1994 N 7-12/47
- Патричный В. А. Методы оценки экономической эффективности метрологического обеспечения производства в отраслях промышленности // Измерительная техника,1985. № 8. С. 55-57.
- WIND TURBINE ACCIDENT COMPILATION [Электронный ресурс]. Электронный ресурс]. –Режим доступа:- https://fliphtml5.com/dqsm/kcam/basic, (25.10.2020);
Reference
- Statistical Yearbook of world energy 2020 [Electronic resource]. – Mode of access: https://yearbook.enerdata.ru/, (13.09.2020);
- State program of the Russian Federation «Energy Development» [Electronic resource]. – Mode of access: https://minenergo.gov.ru, (13.09.2020);
- World energy issues monitor 2020 [Electronic resource]. – Mode of access: https://www.worldenergy.org/, (13.09.2020);
- Farahani, B. V., Barros, F., Sousa, P. J., Cacciari, P. P., Tavares, P. J., Futai, M. M., & Moreira, P. (2019). A coupled 3D laser scanning and digital image correlation system for ge-ometry acquisition and deformation monitoring of a railway tunnel. Tunnelling and Under-ground Space Technology, 91, 102995.
- Mankowski, O., & Wang, Q. (2013). Real-time monitoring of wind turbine generator shaft alignment using laser measurement. Procedia CIRP, 11, 291-295.
- Wind Turbine Blade Structural Engineering. WE Handbook- 3- Structural Design,1-16
- Boldasov, D. D., Komshin, A. S., & Syritskii, A. B. (2019, September). Method of Lathe Tool Condition Monitoring Based on the Phasechronometric Approach. In International Rus-sian Automation Conference (pp. 753-762). Springer, Cham.
- Kiselev, M. I., Pronyakin, V. I., & Tulekbaeva, A. K. (2018, February). Technical diagnos-tics functioning machines and mechanisms. In IOP Conference Series: Materials Science and Engineering (Vol. 312, No. 1, p. 012012). IOP Publishing.
- Komshin, A. S., & Orlova, S. R. (2016). Control of Degradation of Construction Materials in the Course of Use for the Case of String Elements. Measurement Techniques, 59(6), 589-594.
- Kolesnikov, A. G., Cherepanov, D. S., Chekulaev, A. V., & Mironova, M. O. (2018). Analysis of Drive Mechanisms for the Working Stand in Periodic Cold-Rolled Pipe Mills. Metallurgist, 61(11-12), 1102-1107.
- Galushkin, M. G., Yakunin, V. P., Grigoriantz, A. G., Dyachkov, R. G., Funtikov, V. A., & Tretiakov, R. S. (2016). Creation and experimental study of a planar solid-state laser based on a YAG: Yb 3+ crystal with diode edge pumping. Bulletin of the Russian Academy of Sci-ences: Physics, 80(4), 440-443.
- Boldasov, D. D., Potapov, K. G., & Syritskii, A. B. (2016). Phase–chronometric diagnos-tics of metal-cutting lathes. Russian Engineering Research, 36(8), 668-672.
- Kolyada, Y. B., Korolev, Y. S., Krushnyak, N. T., Razgulin, V. G., & Yanushkin, V. N. (2010). Prospects and problems of automation, improving response speed, accuracy, and reli-ability of devices for measuring linear and angular quantities. Measurement Techniques, 53(8), 858.
- Kolyada, Y. B., Korolev, Y. S., Krushnyak, N. T., Razgulin, V. G., & Yanushkin, V. N. (2008). Efficiency gained with the use of scanning in precision photoelectric systems for measurement of displacement. Measurement Techniques, 51(3), 242-244.
- A. S. Komshin, K. G. Potapov, A. B. Syritsky, A. E. Fomin (2020). A system for monitor-ing hydro and wind power equipment based on intelligent measurement systems and neuro-diagnostics. IOP Conference Series: Materials Science and Engineering
- Golubev E. A., Isaev L. K. Measurements, control, quality. GOST R ISO 5725: Basic pro-visions. The issues of development and implementation / M: FSUE «STANDARTINFORM», 2005. 136 p.
- Federal law «On fundamentals of labor protection in the Russian Federation» No. 181-FZ of 17.07.1999 city;
- Federal law «On technical regulation» No. 184 of 27.12.2002;
- S. N. Stepanov, A. N. Tabenkin, S. B. Tarasov. Metrological support of production. Nor-malization of parameters and methods for measuring surface texture / — SPb.: Publishing house of the Polytechnic University, 2012. — 147c.;
- Federal law of 25.02.1999 N 39-FZ (ed. of 25.12.2018) «on investment activities in the Russian Federation, carried out in the form of capital investments»;
- «Guidelines for evaluating the effectiveness of investment projects and their selection for financing» (approved by Gosstroy of the Russian Federation, the Ministry of economy of the Russian Federation, the Ministry of Finance of the Russian Federation, Goskomprom of Rus-sia 31.03.1994 N 7-12 / 47
- Patrichny V. A. Methods for evaluating the economic efficiency of metrological support of production in industries // Measuring equipment, 1985. no. 8. Pp. 55-57.
- WIND TURBINE ACCIDENT COMPILATION [Electronic resource]. Electronic re-source]. –Access mode:- https://fliphtml5.com/dqsm/kcam/basic, (25.10.2020);